
روش های مختلف خم و کاربرد آنها
روش های مختلف خم و کاربرد آنها
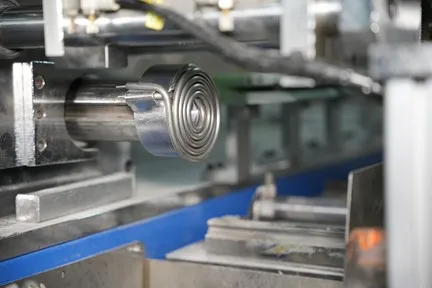
چندین روش در شکل دهی لوله برای المنت های حرارتی استفاده می شود که هر کدام بسته به شکل و کاربرد مورد نظر، مزایای خاصی را ارائه می دهند.
1.خمش کششی چرخشی: این نوع خم کاری شامل بستن غلاف فلزی و کشیدن آن در اطراف قالب خمشی با استفاده از بازوی خمشی چرخشی است. این روش کنترل دقیقی را بر فرآیند خمش فراهم می کند و برای تولید عناصر گرمایش U شکل و سفارشی با شعاع ثابت مناسب است.
2.خم کاری با استفاده از رول: در این نوع خم کاری ار غلطک هایی استفاده می کند تا به تدریج غلاف فلزی را به شکل دلخواه خم کند. این روش برای ایجاد خم های طولانی و پیوسته ایده آل است.
ملاحظات برای دستیابی به شکل ها و پیکربندی های مورد نظر
هنگامی که هدف دستیابی به اشکال و پیکربندی های خاص برای المنت های میله ای است، چندین ملاحظات مطرح می شود:
• شعاع خم شدن: شعاع خم شدن مشخص می کند که غلاف فلزی با چه شدتی یا صافی خم شده است. شعاع خمش کوچکتر می تواند باعث تمرکز تنش شود و ممکن است منجر به شکست زودرس شود، بنابراین انتخاب شعاع خمش مناسب بر اساس کاربرد المنت و خواص مواد مورد استفاده، ضروری است.
• ضخامت غلاف: ضخامت غلاف فلزی بر دوام کلی عنصر گرمایش و قابلیت انتقال حرارت تأثیر می گذارد. دیوارهای ضخیمتر ممکن است برای کاربردهایی که عنصر گرمایش در معرض محیطهای خشن یا استرس مکانیکی قرار میگیرد ضروری باشد.
• جنس غلاف: فلزات مختلف دارای سطوح مختلف انعطاف پذیری هستند و برای روش های خمشی خاص مناسب تر هستند. توجه دقیق به خواص مکانیکی فلز برای دستیابی به شکل مورد نظر بدون به خطر انداختن یکپارچگی ساختاری آن بسیار مهم است.
• ایمنی و انطباق: رعایت استانداردها و مقررات ایمنی در طراحی و خمش المنت های حرارتی بسیار مهم است. عواملی مانند فاصله های الکتریکی، عایق ها و نقاط اتصال کویل وپین باید به دقت در نظر گرفته شوند تا از عملکرد ایمن اطمینان حاصل شود.

• پرس کاری: حفظ چگالی پودر اکسید منیزیم در نقاط خم کاری بسیار حائز اهمیت است بهمین منظور متناسب با سفارشات باید در شعاع های خم کوچک حتما پرس کاری انجام گیرد تا از آسیب زود رس المنت جلوگیری شود.
با انتخاب دقیق روش خمشی مناسب و در نظر گرفتن این عوامل، میتوان به شکلها و پیکربندیهای مورد نظر المنت های حرارتی دست یافت تا نیازهای گرمایشی در صنعت های مختلف برآورده شود.
توصیه های قبل از خم کاری
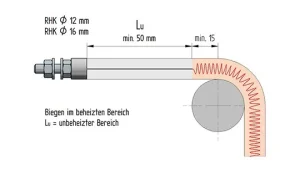
1. المنت هایی از جنس استیل و مس تحت شرایط خاص در شرایط سرد خمکاری می شوند ولی باید توجه داشت که المنت هایی از جنس استنلس استیل تحت عملیات حرارتی در یک کوره آنیلینگ می تواند در شرایط سرد خم شود.
2. انتهای ناحیه سرد در المنت باید حداقل 10 میلی متر در جلو یا پشت یک خم قرار گیرد.
3. حداقل شعای خم متناسب با جنس و قطر المنت مطابق با جدول ذیل می باشد.
4. توصیه می شود المنتهای گرمایش U شکل پس از خم کاری تحت پرس قرار گیرند.
Element
Diameter Factory Bend
Minimum R Field Bend
Minimum R Minimum S
in mm in mm in mm in mm
0.26 6.6 3/8 9.5 3/4 19.1 1/2 12.7
0.315 8.0 1/2 12.7 1 25.4 1/2 12.7
0.375 9.5 9/16 14.3 2 50.8 5/8 15.9
0.43 10.9 3/4 19.1 2-1/2 63.5 3/4 19.1
0.475 12 7/8 22.2 2-1/2 63.5 1 25.4



نظرات کاربران